A sourcing specialist I chat with sometimes called us up in a bit of a panic this week, with a question that captures something we hear from time to time. He had two quotes on the same custom 4" Class 150 alloy steel slip-on flanges for a routine cooling water line, but he didn’t know which one to use. Supplier A came in at $850 each with Positive Material Identification (PMI) certificates included. Supplier B was $620 without PMI and told him to get it done elsewhere. The price difference was a noticeable percentage. He wanted to know whether the PMI was worth it for that application, or whether he was paying for paperwork he did not actually need. What to do?
The answer is that it depends on what assembly the flanges are going into, and therefore their intended use. We believe supplier A added PMI to the quote because the drawing detail called for it in the notes section. Now, for routine carbon steel in non-critical service, PMI is usually overkill. For alloy steel, sour service, or anything where a material substitution could kill the joint, it is the cheapest insurance you can buy. Here is how we walk customers through the pros and cons, and ultimately the decision making.
What PMI Actually Is and What It Does Not Do
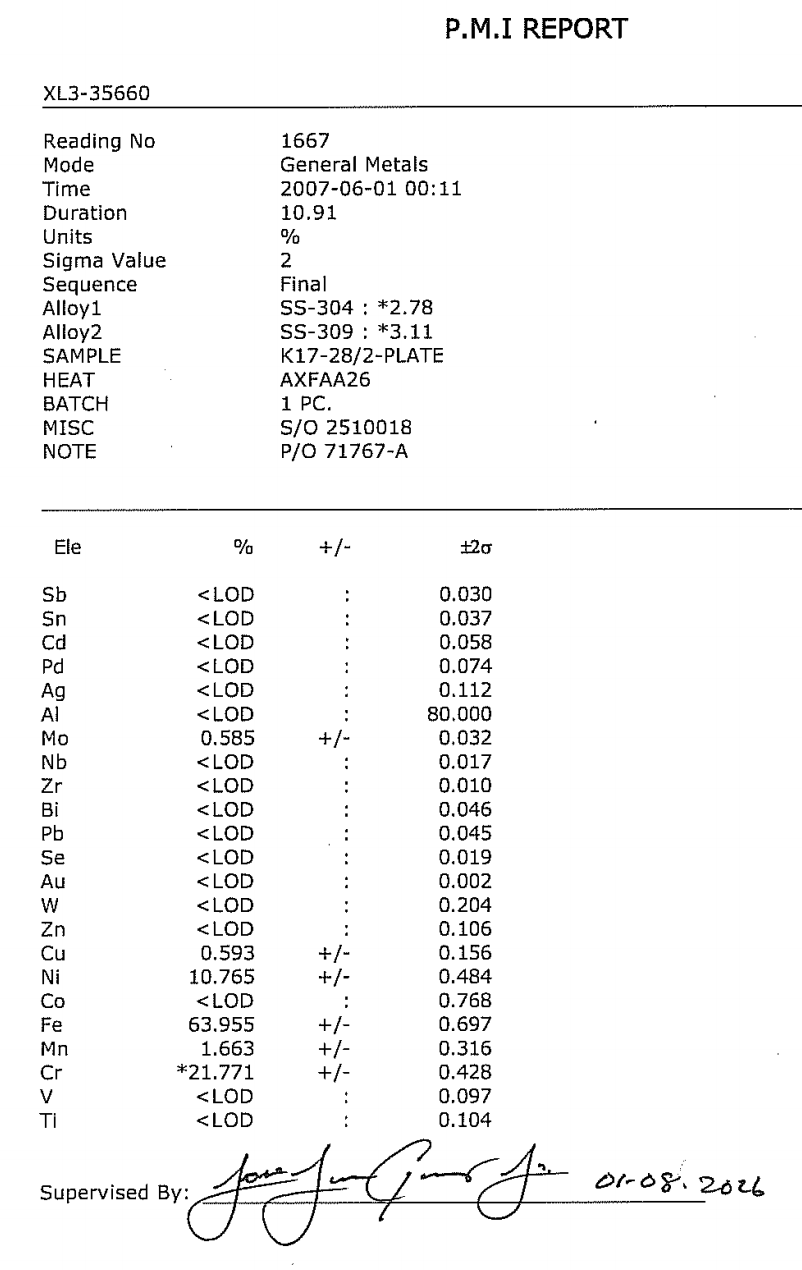
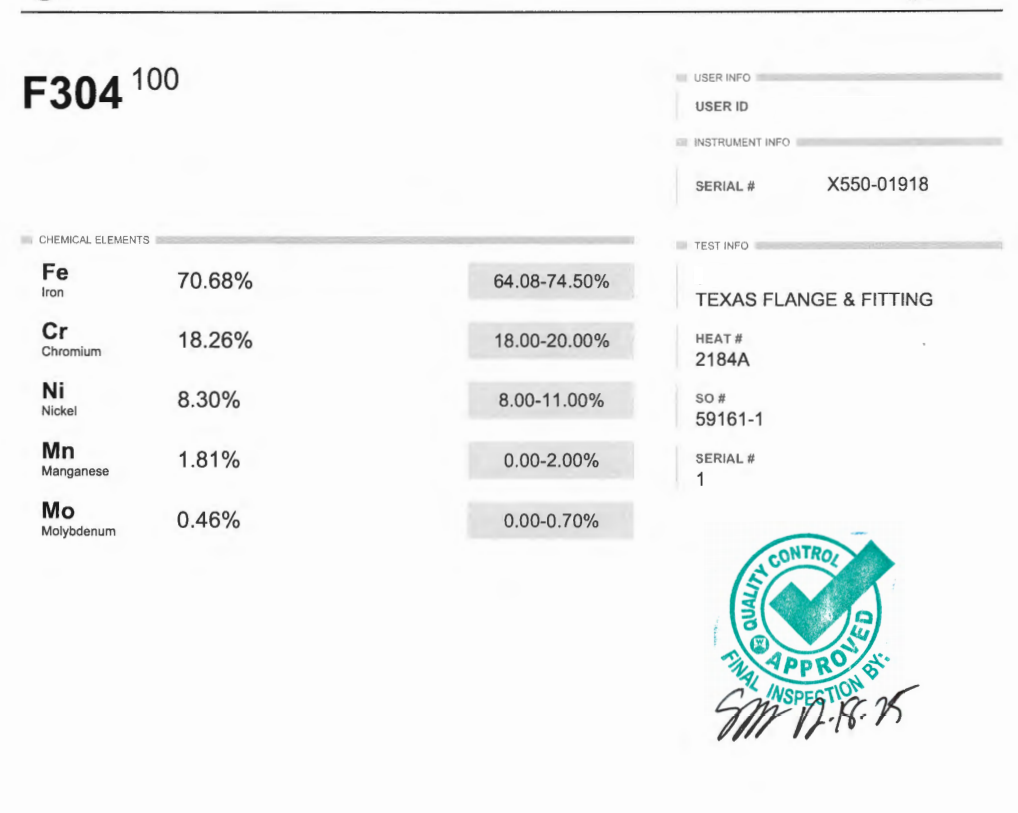
Positive Material Identification is non-destructive testing that confirms the alloy composition of a metal part. The most common method on flanges is X-ray fluorescence (XRF) using a handheld analyzer. This device is also known as a PMI gun or a “ray” gun, and it’s a fun little piece of technology you would have thought you’d seen in a sci-fi like Star Trek. The technician points the gun at a clean spot on the flange OD, pulls the trigger to activate, and gets a readout of the alloy composition in just a few moments. The output is a certificate listing the percentages of chromium, nickel, molybdenum, manganese, and other alloying elements detected.
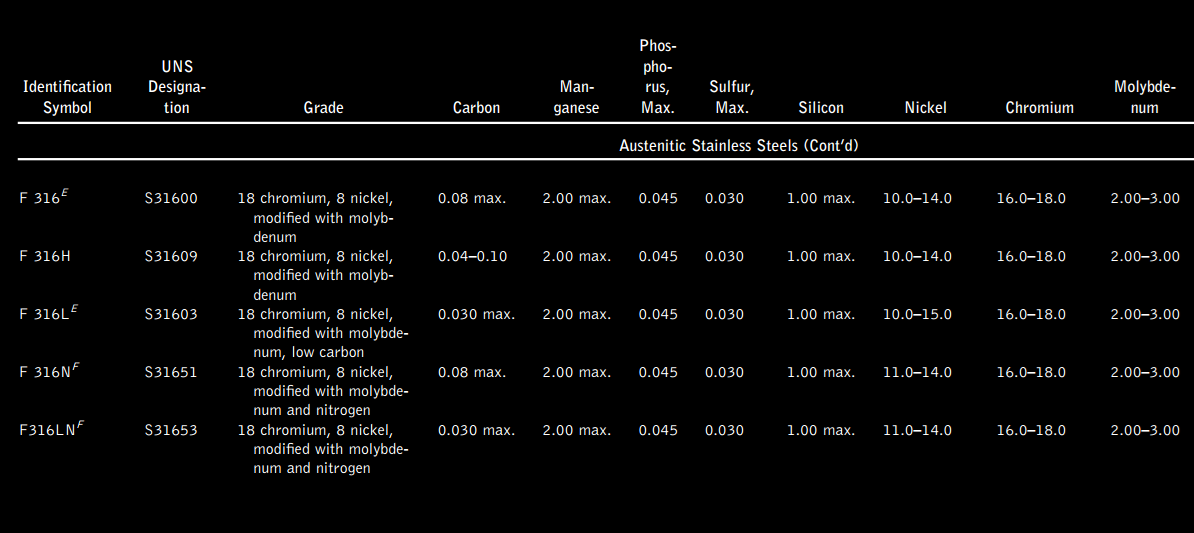
What XRF does well is distinguish between alloy families. It will cleanly tell you whether a flange is A105 carbon steel, A182 F304 austenitic stainless, F316L higher-molybdenum stainless, F22 chrome-moly, Inconel 625, or Hastelloy C276. It does this by detecting the elemental fingerprint of each alloy and the percentage composition from there.
What XRF does not do is detect carbon directly. The energy emitted by carbon when bombarded with X-rays is too low for handheld units to pick up. This means XRF alone cannot distinguish between 316 and 316L stainless (the L variant has lower carbon, which matters for corrosion resistance after welding) or between A105 and A350 LF2 (similar chemistry, different impact toughness requirements). To verify these distinctions, you need either Optical Emission Spectroscopy (OES, which is also handheld but uses a different detection method that can read carbon) or wet chemistry from a lab.
The other thing XRF cannot tell you is mechanical properties. The same chemistry can produce different yield strength, tensile strength, and hardness depending on heat treatment. A material that passes PMI as F22 might still be out of spec on hardness because of bad heat treatment. PMI essentially verifies what family the metal is from, but it does not verify how it was processed.
The American Society for Nondestructive Testing maintains the certification programs that govern how PMI is performed in the field. Their PMI resource page is a useful reference for understanding what the technique can and cannot do.
What the Mill Test Report Already Tells You
Every flange we ship comes with a Material Test Report (MTR) from the mill. The MTR documents:
Chemical composition from the heat (the batch of metal the flange was forged from)
Mechanical properties (yield, tensile, elongation, hardness) tested on coupons from the same heat
Heat treatment performed if applicable
Heat number, traceable back to the mill's records
Compliance with the applicable ASTM specification (A105, A182, A350, etc.)
If the MTR is from a reputable mill and the heat number on the flange matches the heat number on the MTR, you have documented evidence of what the material is and how it performs. For most service, that is sufficient.
PMI does something different. It verifies the flange in your hand against the documented chemistry. It catches three failure modes that the MTR alone usually does not:
Material substitution at the mill or distributor. Someone swapped a cheaper grade and forged the paperwork.
Mixing during handling. A correct flange got separated from its MTR somewhere between the mill and your warehouse, and the MTR you have is for a different flange.
Counterfeit material. The flange was never made by the mill named on the certificate. In a clean supply chain with traceable mill sources, these failure modes are rare. In a globalized, multi-tier supply chain with pressure to find cheaper sources, they are not rare enough to ignore. This is one of the reasons we talked in a recent post about sourcing domestic whenever possible, to help address this issue via direct contact with suppliers.
When the Premium Is Worth It
PMI earns the cost when the consequence of a wrong material is high relative to the testing price. Critical service applications often warrant this. The clearest categories:
Sour service per NACE MR0175 / ISO 15156. If H2S is present in the process fluid, the flange material must be on the NACE-approved list AND meet hardness limits AND have proper heat treatment documentation. Say for instance, a flange substitution from F316L to F316 (higher carbon, more susceptible to hydrogen-induced cracking) is not visually obvious and not detectable from MTR review alone… well then, PMI catches it for you. The downside risk of getting this wrong and allowing its utilization is a crack failure in service, which on a wellhead or process unit costs orders of magnitude more than the PMI fee.
High-nickel alloys (Inconel 625, Hastelloy C276, Monel 400, Alloy 825). These materials cost eight to fifteen times more per pound than carbon steel. The economic incentive to substitute is enormous and counterfeiting in this category is rare but a documented industry problem. If you are buying high-nickel flanges, PMI on every part is standard practice for most experienced specifiers. You absolutely must confirm the material in field use to avoid replacement costs. The risks are too great to the budget otherwise.
Critical pressure boundaries. Anything where a leak or rupture would create a safety incident, environmental exposure, or major production loss. Pressure vessel nozzles, primary loop piping in power generation, high-pressure hydrogen service, anything carrying lethal fluid per ASME B31.3 Category M. The PMI cost is rounding error against the consequences given the liability to life and property. Safety is paramount!
Cryogenic and low-temperature service. A350 LF2 and LF3 have specific impact toughness requirements that come from controlled chemistry and heat treatment. A carbon steel substitution that meets A105 chemistry will still fail at LNG temperatures because the impact properties are different. PMI plus the MTR review catches this.
Government-funded infrastructure with Buy American or BABA requirements. Domestic-origin verification often pairs with PMI as part of the documentation package. If you are subject to AIS audit, PMI provides part of the evidence chain.
When you do not know the supply chain. If you are buying from a new distributor, a broker, or a source you cannot trace back to a known mill, PMI is the verification step that protects you. Again, sourcing domestic helps in this regard.
When the Premium Is Not Worth It
The cooling water example at the top of this article is a case where we would not push the customer toward PMI. The reasons:
Routine carbon steel in a benign service. A105 in fresh water at 110°F is forgiving. A material substitution within the carbon steel family (A105 to A350 LF2, for example) would not create a service issue.
Low consequence of failure. A leak on a cooling water line is an inconvenience, not a safety incident. The leak gets caught at hydrotest or first commissioning. Material substitution does not cause catastrophic failure in this duty.
Known supplier with traceable mill source. If you have been buying A105 from the same supplier for a decade and they have a documented chain back to the mill, you are not in the failure-mode territory that PMI protects against.
Low value per flange. When the flange itself costs $200, paying $150 for PMI is a large percent uplift for a benefit you do not need. The risk-adjusted cost does not pencil out.
For this kind of routine procurement, the MTR with verified heat number traceability is enough. We supply this on every order at no extra charge.
The Middle Ground
A lot of buying decisions sit between "obvious yes" and "obvious no." Three approaches we recommend for the middle:
PMI by sample, not by part. For a large order of routine flanges, test 10 to 20 percent of the lot. If the sample matches the MTR, accept the rest. If the sample fails, escalate to 100 percent. This gives you most of the protection at a fraction of the cost.
PMI on first-article only. For a new supplier or a new material grade, PMI the first shipment. Build the supplier relationship through verified data. Once you have history, drop to MTR review only.
PMI on critical service only within a mixed order. If you are ordering thirty flanges and four of them are going into critical service, PMI those four and accept MTRs on the rest.
These approaches let you allocate testing budget where it actually reduces risk rather than spreading it thin across parts that do not need it.
What to Ask Your Supplier
Before paying for PMI, confirm what is actually included.
Who performs the test? In-house at the supplier, or third-party inspection? Third-party is more rigorous but adds cost and time. In-house is faster and cheaper if the supplier has a calibrated XRF and a trained operator, but third party is more reliable as you control the process. It’s generally best to contract it yourself once you receive material.
What is documented? A PMI certificate should list the analyzer model, calibration date, technician's name and certification level, the specific alloy detected, and the percentage breakdown of detected elements. A piece of paper that just says "PMI passed" is not adequate documentation.
Is the test against the MTR or against the alloy spec? PMI against the MTR confirms the flange matches the paperwork. PMI against the alloy spec confirms it meets ASTM requirements. For most purposes you want both, since the MTR should already conform to the spec.
How is the test point selected? XRF measures a small spot on the surface. Surface contamination, paint, or oxide layer can affect the reading. The test point should be ground or wire-brushed to clean metal.
A supplier who can answer these questions clearly and provide a sample PMI certificate is treating the test as a real quality step. A supplier who hesitates could be selling you a piece of paper without much behind it.
The Bottom Line
PMI is not a universal requirement. It is a risk management tool that pays for itself when the consequences of a wrong material are high or when the supply chain has gaps. For routine carbon steel in benign service from a known supplier, the MTR is enough. For high-nickel alloys, sour service, critical pressure boundaries, and cryogenic applications, PMI is cheap insurance.
The question to ask is not "should I always pay for PMI?" The question is "what is the cost of being wrong about this material, and what is the cost of verifying that I am right?" When the first number is large and the second is small, PMI is worth it.
If you are working through a flange specification and want help deciding where PMI fits in your quality plan, send us the specs and the service conditions and we will walk through it with you. For background on what arrives with every Texas Flange order whether or not PMI is added, our guide on verifying flange material grades covers what the MTR documents and how to read it.
Texas Flange & Fitting Supply | 281-484-8325 | texasflange.com