Reducing Flanges: When You Need One and How to Get the Right Spec
You have two different pipe sizes that need to connect at a flanged joint. Maybe a 6″ header feeding into a 4″ branch. Maybe an equipment nozzle that does not match the adjacent piping. Whatever the reason, you need to transition between sizes, and you need to do it without adding extra length or components to the run. That is exactly what reducing flanges are built for.
They are one of the most useful and least discussed flange types in the ASME B16.5 catalog. Most of the attention goes to regular 1 to 1 weld necks, blinds, and slip-ons, but reducing flanges solve a specific problem that comes up constantly in piping design. Here is what you need to know.
What Is a Reducing Flange?
A reducing flange has a standard ASME B16.5 bolt circle on the outside (matching one pipe size) and a smaller bore on the inside (matching a different, smaller pipe size). The outer dimensions, bolt hole pattern, and flange thickness all conform to the larger size. The bore and hub are machined to the smaller size.
Think of it as a flange and a concentric reducer combined into a single component. A 6″ x 4″ 150# reducing weld neck flange, for example, has the bolt circle and OD of a 6″ 150# flange but accepts a 4″ pipe at the weld end. It bolts up to any standard 6″ 150# flange on the mating side while connecting to 4″ pipe on the back.
Reducing flanges are manufactured in all the same types as standard flanges: weld neck, slip-on, threaded, and socket weld. Weld neck is by far the most common in reducing configurations because the tapered hub provides a smooth bore transition and better stress distribution than the other types.

Why Use a Reducing Flange Instead of a Reducer?
This is the question that comes up in almost every piping design discussion where size transitions are involved. You have two basic options: a standard flange with a concentric or eccentric reducer upstream, or a reducing flange that handles the transition at the flange face itself. Here is when each one makes sense.
Reducing flanges win when space is tight. In a congested pipe rack, inside a skid, or around equipment with limited clearance, eliminating the reducer saves 6″ to 12″ of run length. A reducing flange absorbs the transition into the flange body itself.
Reducing flanges simplify the BOM. One component instead of two. One weld instead of two. Fewer line items on the MR, fewer field welds, and less potential for alignment issues during installation.
Reducers win when flow transition matters. The taper inside a reducing flange is relatively abrupt compared to a standard concentric reducer per ASME B16.9. For high velocity, slurry, or erosion-prone services, the smoother transition of a pipe reducer may be preferred.
Reducers win for large size reductions. ASME B16.5 reducing flanges typically cover a one or two size-step reduction. Going from 8″ to 4″ in a single reducing flange would not be a standard catalog item. For larger reductions, a reducer is the right approach.
|
Factor |
Reducing Flange |
Standard Flange + Reducer |
|
Space requirements |
Shorter overall length |
Adds reducer length to the run |
|
Component count |
One piece |
Two pieces (flange + reducer) |
|
Number of field welds |
One (weld neck config) |
Two (flange weld + reducer weld) |
|
Bore transition |
Relatively abrupt |
Gradual, smoother taper |
|
Size reduction range |
Typically 1-2 size steps |
Any size step, including large reductions |
|
Flow characteristics |
Adequate for most services |
Better for high velocity/erosion/slurry |
|
Cost |
Usually less than combined cost |
May be higher for flange + reducer + extra weld |
|
Availability |
Standard for common size combos |
Always available for any combination |
How to Specify a Reducing Flange
The notation follows a simple pattern, but you need to be specific. A reducing flange is always called out with both sizes, larger first:
[Larger Size] x [Smaller Size] [Pressure Class] [Facing] [Type] [Material]
Examples:
- 6″ x 4″ 150# RF WN A105 (6 inch large end, 4 inch small end, 150 class, raised face, weld neck, carbon steel)
- 8″ x 6″ 300# RF WN SA-182 F316L (stainless steel reducing weld neck)
- 4″ x 3″ 600# RTJ WN A350 LF2 (low-temp carbon steel, ring type joint facing)
The larger size dictates the bolt circle, flange OD, and bolt hole dimensions. These match a standard ASME B16.5 flange of that size and class. The smaller size dictates the bore and the pipe connection at the weld end (or socket/thread for those types).
Pressure class applies to the entire flange. A 6″ x 4″ 150# reducing flange meets the 150# pressure-temperature rating per ASME B16.5 for the material grade specified. The reducing bore does not change the pressure class.
Always verify the bore. When ordering reducing flanges, confirm the bore matches the wall thickness of the pipe it connects to. A 4″ Schedule 40 bore is different from a 4″ Schedule 80 bore. The flange bore should match the pipe ID to avoid steps in the flow path that can cause turbulence and erosion.
Standard Sizes and What Is Available
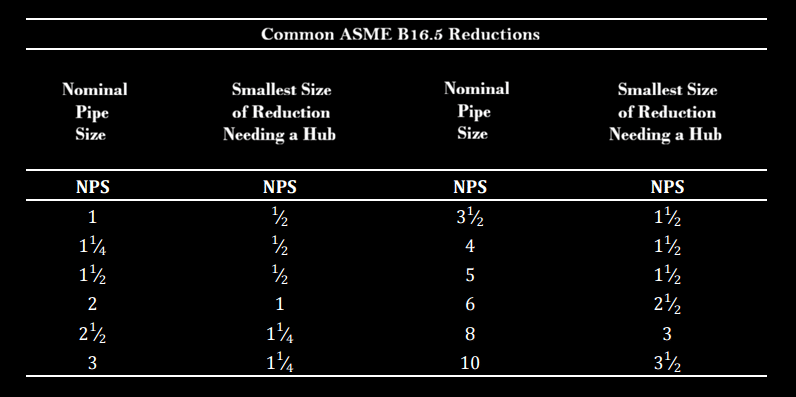
Per ASME B16.5, reducing flanges are available in NPS 1/2″ through 24″ in pressure classes 150# through 2500#. The practical range of size reductions you will find as standard catalog items is typically one to two nominal pipe sizes. Common examples include:
- 3″ x 2″
- 4″ x 3″
- 6″ x 4″
- 8″ x 6″
- 10″ x 8″
- 12″ x 10″
Larger reductions (like 6″ x 2″) are possible as special-order items but are not standard stock. For sizes above NPS 24″, ASME B16.47 covers large-diameter flanges, though reducing configurations in these sizes are almost always fabricated to order.
Material grades follow the same range as standard flanges. Carbon steel (A105, A350 LF2) is the most common. Stainless steel (SA-182 F304/F304L, F316/F316L), alloy (F11, F22, F91), and specialty alloys (Alloy 625, Duplex 2205, Hastelloy) are all available with lead times that vary by material.

Installation Considerations
A couple of things to keep in mind when installing reducing flanges:
Gasket selection. Use a gasket that matches the larger flange size. A 6″ x 4″ reducing flange mates with a 6″ flange, so you need a 6″ 150# gasket, but with a reduced ID/bore. The gasket seals at the flange face, which is the larger diameter.
Bolt circle orientation. Make sure your bolt holes straddle the centerline per ASME B16.5 requirements, just like any other flanged connection. Concentric reducing flanges do not usually create alignment issues here.
Eccentric reducing flanges are a less common but important variant. The bore is offset to one side rather than centered, used in horizontal lines where you need to maintain a flat bottom (BOP) for drainage. If your piping spec calls for eccentric reducers on horizontal lines, specify eccentric reducing flanges at those locations as well.
When You Might See Reducing Flanges in the Field
Reducing flanges show up across a wide range of applications, but some of the most common scenarios include equipment connections where the nozzle size does not match the connecting pipe, pump suction and discharge transitions, instrument connections where you are stepping down to a smaller tap size, and flange connections in high-pressure systems where the piping designer wants to minimize potential leak paths by reducing the number of joints.
They are also used frequently in retrofit projects where existing pipe size does not match new equipment. Rather than rerouting pipe or adding a reducer spool, a reducing flange makes the transition cleanly at the equipment connection.
The Bottom Line
Reducing flanges are a practical, space-saving solution for size transitions at flanged connections. They reduce component count, eliminate welds, and keep your piping compact. For standard one-to-two size-step reductions in ASME B16.5 sizes and classes, they are usually the smarter call than adding a separate reducer to the line.
Looking for reducing flanges in a specific size, class, or material? Contact Texas Flange and we will get you pricing and lead time on whatever combination you need.
Texas Flange & Fitting Supply | 281-484-8325 | texasflange.com